【技術人的挑戰】精氣密壓式感應器~支援自動化時代的「精密就位感應器」〜
數位時代的新產品「DPA-SR1」
新產品「精密氣壓式感應器 短間距型〔DPA-SR1〕」是
能以±0.5µm的重覆精度確認治具與工件密合度的氣壓式「精密就位感應器」。
可檢測切削粉等等造成工件往上偏移,確實防止因為「就位不良」導致產生加工不良品。

一般的「間隙感應器」其信號點偏差值大,所以只能檢測工件的「有無」。
「精密氣壓式感應器〔SR1〕」顛覆常識,擁有以往間隙感應器約60倍、±0.5µm的重覆精度。
另外〔SR1〕是專門生產精密機械式感應器的美德龍第一款電子式感應器。
容許公差1〜100µm以內,一鍵按壓即可設定信號點等等都是數位化產品的特點。
初代・精密就位感應器、精密機械式「DPA-A2」
當時開發的「精密就位感應器」不是電子式的,而是機械式。
那就是「精密氣壓式感應器〔DPA-A2〕」。

開發人員是測量內徑的「空氣測微器」等,以流體為專業的70年代中葉(當時)的工程師J。
雖然已經退休了,但以前的上司也就是敝公司的創辦人開口將他聘請過來。
以氣壓變化來進行尺寸測量的「空氣微測器」。
是美德龍前所未有的新技術。
達成自動化與超精密加工
工程師J長期以來都著眼在「精密就位感應器」的必要性。
以此為背景的就是加速工廠自動化的潮流。
生產線相繼建立無人化生產,也陸續有以機器手臂進行工件與治具的安裝等加工前準備的例子。

因此重要的就是工件的安裝位置。
如果安裝位置不正確,
再怎麼使用高精度的CNC工具機也無法達到超精密加工。
因為切削粉造成工件往上偏移,就算只有數微米,也會產生加工不良品。
「改變人的視界,可以用於工件『精密就位確認』的感應器,不就是這個時代需要的嗎…?」
就以此為目標開始計畫。
「精密定位感應器」和「空氣微測器」
朝著實現「精密就位感應器」的目標,
工程師J將重覆精度高的美德龍精密機械式感應器與空氣測微器的原理相互結合。
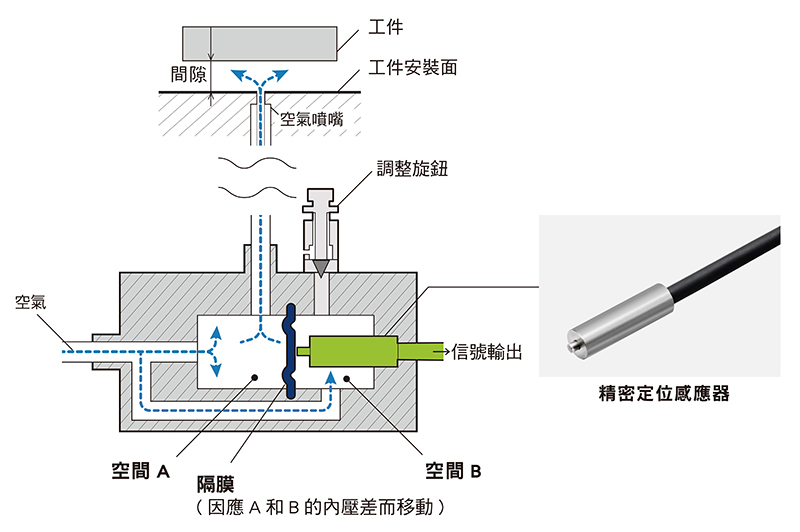
構造是以感應器內部的排氣回壓(噴嘴間隙的變化造成的壓力變化)帶動隔膜移動,
「精密定位感應器」可以高精度檢測,來判定間隙的OK/NG。
可謂為「空氣測微器式感應器」。
是兩個技術結合產生的「化學反應」。
革新「氣壓式間隙感應器」
擁有以往「氣壓式間隙感應器」約10倍、
重覆精度±1µm的高精度就位感應器「精密氣壓式感應器〔A2〕」。
從只能確認工件的「有無」到「精密就位確認」,
將氣壓式「間隙感應器」的性能完全改變以回應高度化製造生產線的需求。
另外,擁有IP67防護等級,能安裝在冷卻液飛濺的工具機內部。
空氣配管也大幅縮短,加快反應速度,提升生產性能上有其重大貢獻。
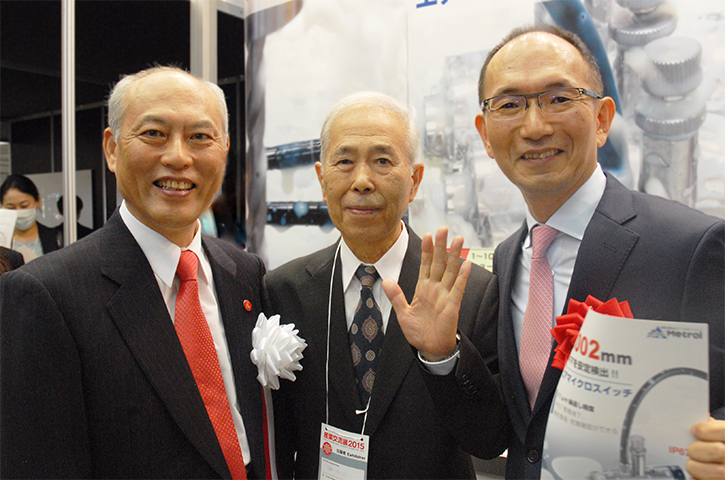
這項成果也被讚賞,獲得2015年「東京都Venture技術大賞」的優秀賞。
作為一款革新且擁有未來性的產品,獲得高度評價。
(在頒獎儀式上,舛添(Masuzoe Yoichi)都知事也來參觀產品)
更加追求精度與性能。從「機械式」到「電子式」
承襲初代・精密機械式〔A2〕之後的新產品則是電子式的「精密氣壓式感應器〔SR1〕」。
生產線現場接著產生的課題就是的「數位化」,為了迎接這樣的潮流,
年輕的工程師們肩負起開發大任而誕生的。
承襲[A2]擁有的空氣壓技術,並且更加追求其精度與機能性。
以壓力轉換元件,將空氣壓的變化轉換成電氣信號的「精密氣壓式感應器〔DPA-SR1〕」,
其重覆精度從初代DPA的±1µm提升到±0.5µm,檢測距離也延伸到1〜100µm。
消滅加工不良品的道路上…

精密定位感應器與空氣測微器結合而開始的,美德龍氣壓式「精密就位感應器」。
經過再生後成為電子式,在汽車引擎零件與電腦精密零件等等、
自動化超精密加工生產現場被多數採用,防止因就位不良產生加工不良品。
「氣壓式感應器」所仰望的目標是最後能「透過產品貢獻社會」。
重覆精度±0.5µm的「精密就位確認」默默支持著整個製造業的發展。