透過替換掉間隙感應器,防止切削加工時停機
運輸機械業界
以生產兩輪車在國內外擁有高市佔率自豪的運輸機器製造大廠。
引擎元件的生產人員向美德龍詢問關於使用CNC臥式加工中心機加工引擎零件時的「就位確認」問題。
客戶遇到的問題
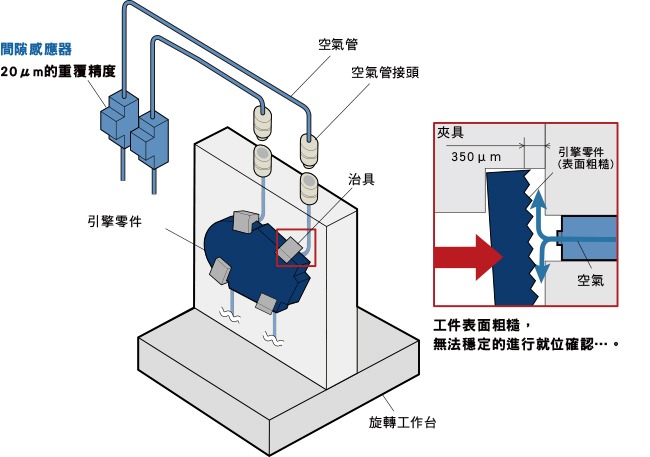
以CNC臥式加工中心機加工引擎零件,以夾具夾住工件到旋轉工作台時,
會使用「間隙感應器」檢測工件的就位,但因為它的重覆精度只有20µm、太低了,所以非常困擾。
引擎零件因為是鑄件,表面相當粗糙,因此檢測距離會增長,
感應器的精度太低的話,即使就位「OK」也會被判定為「NG」,有多起誤測。
頻頻停機的話會讓生產效率降低,也會成為問題。
在尋找工件的表面粗糙度較大也可正確檢測就位的感應器時,在展場看到敝公司產品而來洽詢。
問題的關鍵
- 想要可以確實檢測出表面粗糙的鑄件其就位情況
- 希望可以減少感應器誤測造成的停機
美德龍的建議
使用在工件「存在(有無)檢測」的「間隙感應器(氣壓式感應器)」,
它的重覆精度低,且信號點落差大,無法進行穩定的「就位確認」。
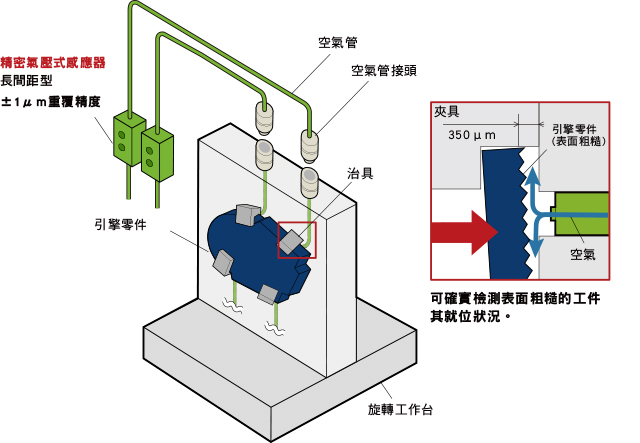
針對表面粗糙度較大的工件的就位確認,
最適合的是可進行80〜350µm長距離檢測的「精密氣壓式感應器(長間距型)」。
即使是較長檢測距離也能發揮±5µm的重覆精度,可防止因誤測造成的停機。
大幅提升CNC加工中心機的生產效率。
採用結果
- 表面粗糙的鑄件的就位情況,可確實以±5µm的重覆精度檢測出。
- 再也沒有出現因感應器誤測造成的停機,也大幅提升生產效率。
負責人的話
這次介紹的「精密氣壓式感應器(長間距型)」在鋁壓鑄零件或鑄件、砂輪等,表面粗糙度較大的工件的就位確認上多被採用,為提升生產效能做出貢獻。
若有因為「氣壓式感應器」或「間隙感應器」精度不良造成停機而感到困擾的客戶,請務必想美德龍洽詢。
 市場行銷部 負責人
市場行銷部 負責人 本案例介紹的產品請按此

精密氣壓就位確認感應器<長間距型>
顛覆以往“間隙感應器”也就是只能檢測有無間隙的常識。
以±5µm〜的重複精度,可穩定檢測出表面粗糙的工件、大型工件和治具的80~350µm的間隙。