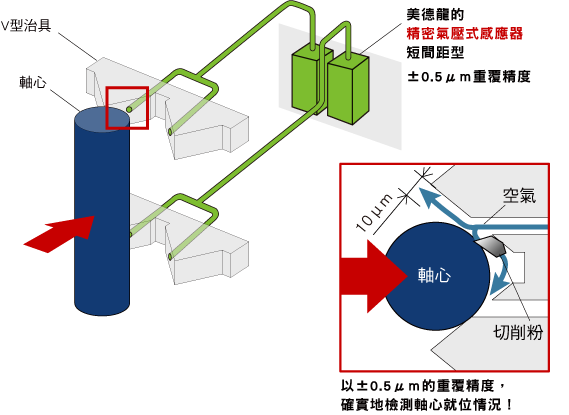
軸心就位情況可以±0.5μm重覆精度檢測,防止發生加工不良

精密加工業界
客戶為生產汽車用軸心的精密零件製造商。
收到了來自技術部門關於軸心與治具的「就位確認」詢問。
客戶遇到的問題
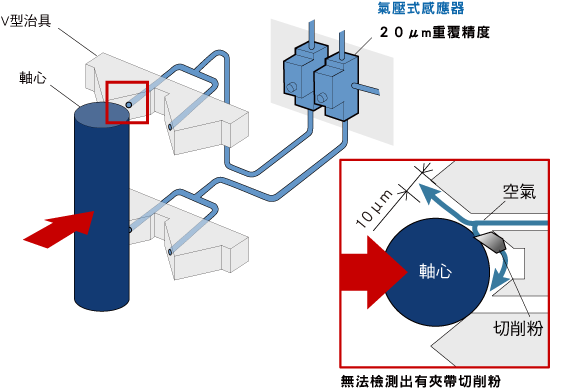
以CNC臥式加工中心機做軸心的精密加工時,要讓V型治具就位並夾取,但是軸心與治具間會夾帶切削粉,非常困擾。
雖然軸心的就位確認已依靠「氣壓式感應器」來處理,但重覆精度只有很低的20μm,無法穩定檢測到因為切削粉造成10μm的移位。
而軸心也因為切削粉移位10μm,造成加工不良。
客戶在尋找有精密就位確認功能的非接觸式感應器時,剛好趁敝公司業務到訪推廣之際,提出了這個問題。
問題的關鍵
- 想要可以檢測出因「切削粉」造成的、僅10μm移位的感應器
美德龍的建議
要防止加工不良的話,加工前,工件的精密就位確認是很重要的。
可是,工具機上標準搭配的「氣壓式感應器」通常做為檢測加工工件的"有無",無法用做精密"就位確認"。
美德龍的「精密氣壓式感應器」(短間距型)是內建了單獨開發的氣壓迴路之氣壓式感應器。
擁有以往「氣壓式感應器」的10倍以上、±0.5μm的重覆精度,可以穩定檢測軸心因為切削粉造成的移位。
透過軸心與治具的精密就位確認可達到防止加工不良的產生。
採用結果
- 可以穩定檢測出因「切削粉」造成的、僅10μm的移位
- 達到防止加工不良的產生
負責人的話
這次提案的「精密氣壓式感應器」是回應了顧客「使用既有的氣壓式感應器與間隙感應器來進行就位確認,但精度卻不夠好...」「防止加工不良品產生,想要在生產過程中就可以做到。」等等於機器加工生產線上各式各樣的心聲。
請直接向敝公司業務員洽詢,並且也可以實際測試。
如果您對目前使用的氣壓式感應器、間隙感應器的精度感到不足的話,請聯繫敝公司洽詢。
 市場行銷部 負責人
市場行銷部 負責人 